منتجات






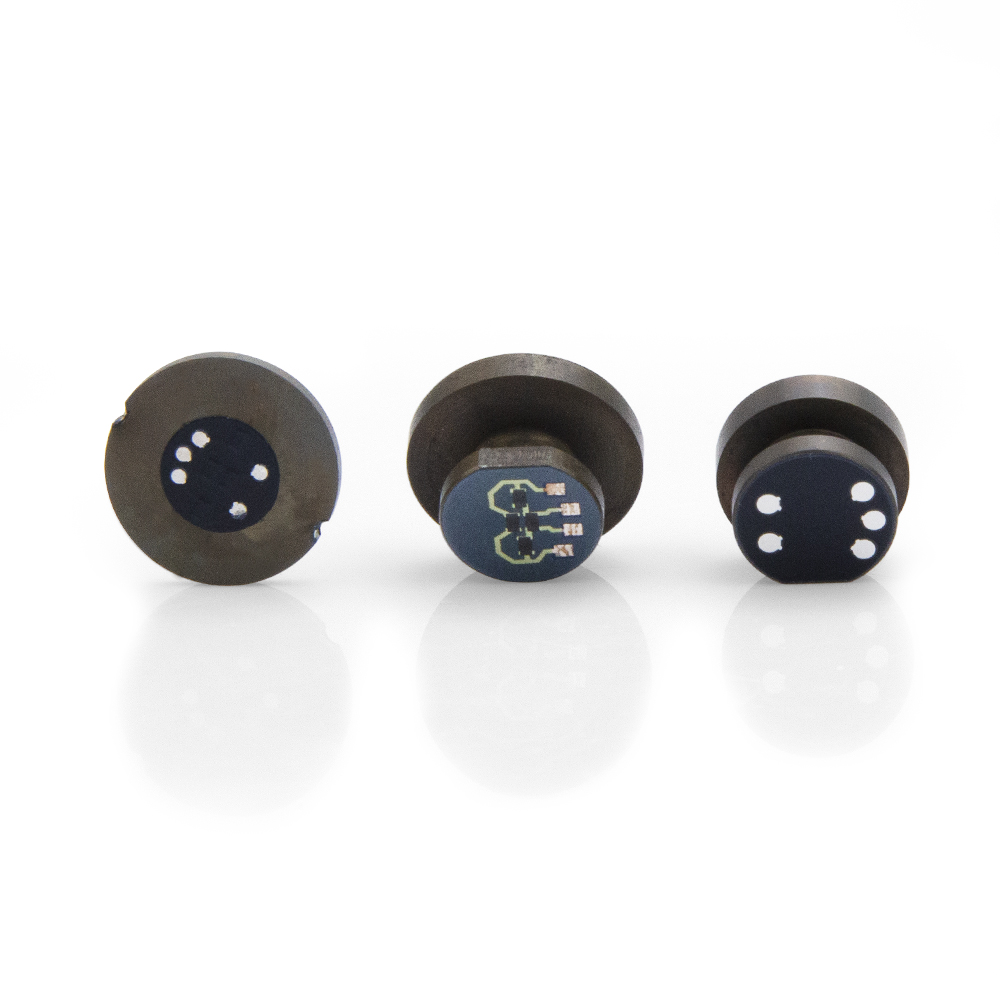
XDB101-4 مستشعر ضغط السيراميك ذو الغشاء المتدفق
سمات
● نطاق القياس: -10KPa…0KPa~40KPa…50KPa.
● الحجم: 32*(4+X) ملم.
● موثوقية عالية، وخيارات إخراج مرنة.
التطبيقات النموذجية
● مراقبة العمليات الصناعية
● ظروف الضغط الجزئي
● قياس مستوى السائل أو ضغط الغبار



المعايير الفنية
| نطاق الضغط | -10 كيلو باسكال...0 كيلو باسكال~ 40 كيلو باسكال...50 كيلو باسكال | الحجم مم(الحجاب الحاجز * الارتفاع) | 32*(4+X) |
| موديل المنتج | XDB101-3 | مصدر التيار | 0-30 فولت تيار مستمر (كحد أقصى) |
| مقاومة طريق الجسر | 10 كيلو كيو ± 30% | إخراج النطاق الكامل | ≥2 مللي فولت/فولت |
| درجة حرارة التشغيل | -40~+135 درجة مئوية | درجة حرارة التخزين | -50~+150 درجة مئوية |
| درجة حرارة التعويض | -20 ~ 80 درجة مئوية | انحراف درجة الحرارة(صفر وحساسية) | ± ± 0.03% FS/°C |
| استقرار على المدى الطويل | ± ± 0.2٪ FS / سنة | التكرار | ± ± 0.2% خ |
| إزاحة صفر | ± ± 0.2 مللي فولت/فولت | مقاومة العزل | ≥2 كيلو فولت |
| استقرار طويل الأمد عند نقطة الصفر عند 20 درجة مئوية | ±0.25% FS | الرطوبة النسبية | 0~99% |
| الاتصال المباشر بالمواد السائلة | 96% آل2O3 | دقة الشاملة(الخطي + التباطؤ) | ± ± 0.3% خ |
| ضغط الانفجار | ≥2 نطاق مرات (حسب النطاق) | الضغط الزائد | 150% خ |
| وزن المستشعر | 12 جرام | ||

ملحوظات
1. عند تركيب قلب المستشعر الخزفي، من المهم التركيز على تركيب نظام التعليق.يجب أن يشتمل الهيكل على حلقة ضغط ثابتة للحد من موضع قلب المستشعر وضمان التوزيع المتساوي للضغط.وهذا يساعد على تجنب الاختلافات في الضغط المتزايد الذي يمكن أن ينتج عن اختلاف العمال.
2. قبل اللحام، قم بإجراء فحص بصري للوحة المستشعر.في حالة وجود أكسدة على سطح اللوحة (مما يجعلها داكنة)، قم بتنظيف اللوحة باستخدام ممحاة قبل اللحام.قد يؤدي عدم القيام بذلك إلى ضعف إخراج الإشارة.
3. عند لحام أسلاك الرصاص، استخدم طاولة تسخين مع التحكم في درجة الحرارة عند 140-150 درجة.يجب التحكم في مكواة اللحام عند درجة حرارة 400 درجة تقريبًا.يمكن استخدام التدفق المائي بدون شطف لإبرة اللحام، في حين يوصى باستخدام معجون التدفق النظيف لسلك اللحام.يجب أن تكون وصلات اللحام ناعمة وخالية من النتوءات.قلل وقت التلامس بين مكواة اللحام واللوحة، وتجنب ترك مكواة اللحام على لوحة المستشعر لأكثر من 30 ثانية.
4. بعد اللحام، إذا لزم الأمر، قم بتنظيف التدفق المتبقي بين نقاط اللحام باستخدام فرشاة صغيرة مع خليط من 0.3 جزء من الإيثانول المطلق و0.7 جزء من منظف لوحة الدائرة.تساعد هذه الخطوة على منع التدفق المتبقي من توليد السعة الطفيلية بسبب الرطوبة، مما قد يؤثر على دقة إشارة الخرج.
5. إجراء الكشف عن إشارة الخرج على المستشعر الملحوم، مما يضمن إشارة الخرج المستقرة.في حالة حدوث قفز في البيانات، يجب إعادة لحام المستشعر وإعادة تجميعه بعد اجتياز عملية الكشف.
6. قبل معايرة المستشعر بعد التجميع، من المهم إخضاع المكونات المجمعة للضغط من أجل موازنة إجهاد التجميع قبل معايرة الإشارة.عادة، يمكن استخدام دورات درجات الحرارة العالية والمنخفضة لتسريع توازن إجهاد المكونات بعد عملية التمدد والانكماش.يمكن تحقيق ذلك عن طريق تعريض المكونات لمدى درجة حرارة يتراوح بين -20 درجة مئوية إلى 80-100 درجة مئوية أو درجة حرارة الغرفة إلى 80-100 درجة مئوية.يجب أن يكون وقت العزل عند نقاط درجة الحرارة العالية والمنخفضة 4 ساعات على الأقل لضمان الحصول على أفضل النتائج.إذا كان وقت العزل قصيرًا جدًا، فسوف تتعرض فعالية العملية للخطر.يمكن تحديد درجة حرارة العملية المحددة ووقت العزل من خلال التجربة.
7. تجنب خدش الحجاب الحاجز لمنع حدوث ضرر محتمل للدائرة الداخلية لنواة مستشعر السيراميك، مما قد يؤدي إلى أداء غير مستقر.
8. توخي الحذر أثناء التثبيت لمنع أي تأثيرات ميكانيكية قد تسبب خللاً في قلب الاستشعار.
يرجى ملاحظة أن الاقتراحات المذكورة أعلاه لتجميع أجهزة الاستشعار الخزفية خاصة بعمليات شركتنا وقد لا تكون بالضرورة بمثابة معايير لعمليات الإنتاج للعملاء.
معلومات الطلبية